
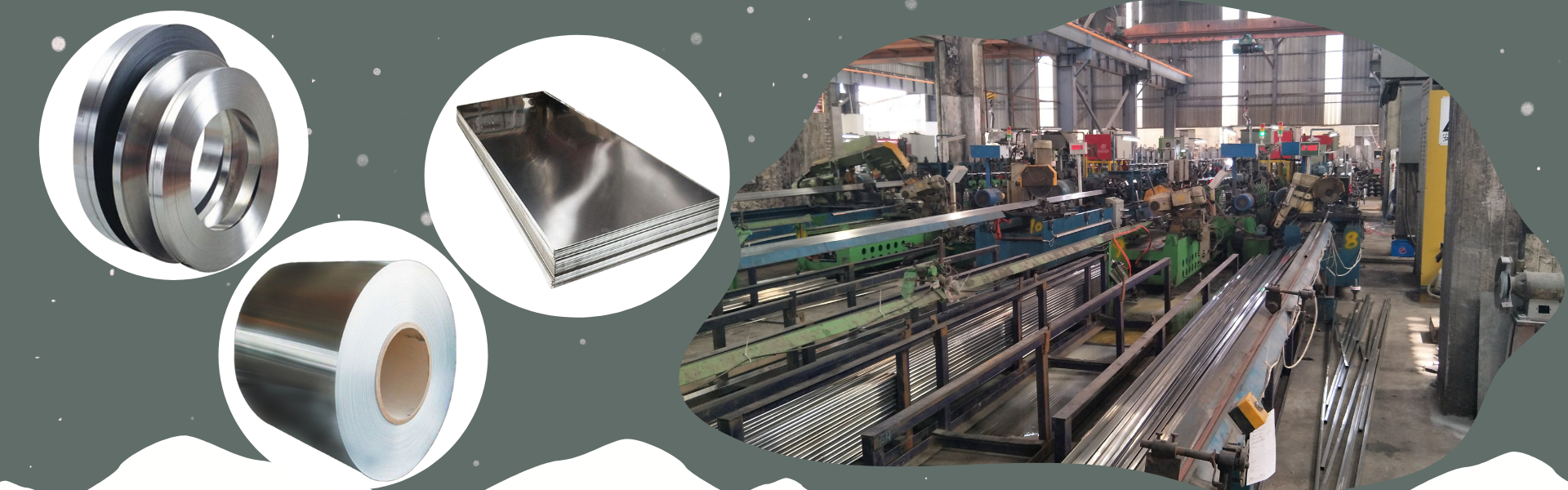

Ang paggawa ng tinadtad na hindi kinakalawang na asero ay isang multi-step na proseso: ang bakal na scrap ay natunaw, pagkatapos ay itinapon sa isang maisasagawa na solidong hugis; ang solidified steel ay nabuo, ginagamot ang init, nalinis, at pinakintab upang matugunan ang nais na mga pagtutukoy. Sa wakas, ang tapos na hindi kinakalawang na asero ay nakabalot at ipinadala sa mga tagagawa.
Natutunaw at naghahagis
Ang mga metal at bakal na metal na metal ay na-load sa isang electric arc furnace. Sa sandaling nasa pugon, ang metal ay pinainit sa isang tukoy na temperatura sa itaas ng natutunaw na punto nito, kadalasang lumalagpas sa 2800 ° F. Dahil sa matinding temperatura, katumpakan, at malalaking dami na kinakailangan para sa produksyon ng bakal, ang yugto ng pagkatunaw sa pangkalahatan ay nangangailangan ng 8 hanggang 12 oras. Sa buong yugtong ito, regular na suriin ng mga technician ng bakal ang temperatura ng paliguan at komposisyon ng kemikal.
Matapos ang bakal na haluang metal ay natunaw, ang halo ay pino. Ang argon gas at oxygen ay ibinobomba sa pugon, kung saan pinapalitan nila ang ilang mga impurities sa gas at naging sanhi ng iba upang mabuo ang slag para sa madaling pagtanggal.
Ang pino na bakal ay itinapon sa mga form na handa na sa makina, kabilang ang mga pamumulaklak (mga parihaba), billet (bilog o parisukat), mga slab, rods, at tubo ng tubo.
Bumubuo
Ang mainit na pagliligid ay nangyayari sa itaas ng temperatura ng recrystallization ng bakal. Ang karamihan sa cast steel ay nabuo sa pamamagitan ng mainit na pagulong: ang slab, bloom, o billet ay pinainit at dumaan sa malalaking roller, na umaabot ang bakal sa isang mas mahaba, mas payat na form. Ang bawat slab ay nabuo sa isang sheet, plate, o strip, habang ang mga pamumulaklak at billet ay nabubuo sa mga wire at bar.
Ginagamit ang cold rolling kapag kinakailangan ng mas tumpak na sukat o isang higit na mataas na lumiwanag sa ibabaw. Ito ay nangyayari sa ibaba ng recrystallization temperatura ng bakal. Ang malamig na pagliligid ay gumagamit ng maliliit na gulong ng diameter na may isang serye ng mga sumusuporta sa mga gulong upang lumikha ng makinis, malawak na mga sheet ng hindi kinakalawang na asero upang isara ang mga pagpapahintulot.
Paggamot sa init
Ang paggamot sa init ay nagpapalakas sa pinagsama na hindi kinakalawang na asero sa pamamagitan ng muling pag-install ng deformed microstructure. Karamihan sa hindi kinakalawang na asero ay init na ginagamot ng pagsusubo - ang hindi kinakalawang na asero ay pinainit sa isang eksaktong temperatura sa itaas ng temperatura ng pagkikristal, at dahan-dahang pinalamig sa ilalim ng mga kondisyong kinokontrol. Ang prosesong ito ay nagpapagaan ng panloob na mga stress at pinapalambot ang hindi kinakalawang na asero. Ang temperatura ng pagsusubo, oras, at paglamig rate ay nakakaapekto sa lahat ng mga katangian ng kumpletong bakal.
Pagbababa
Ang isang pinagsama na piraso ng hindi kinakalawang na asero ay nakakakuha ng isang layer ng oxidized na "scale ng kiskisan", na kailangang hugasan upang maibalik ang isang makintab na tapusin sa ibabaw. Karaniwang tinanggal ang scale ng mill sa pamamagitan ng mga kemikal na paraan tulad ng electro-cleaning at pickling.
Sa pag-atsara, ang hindi kinakalawang na asero ay nakalubog sa isang paliguan ng nitric-hydrofluoric acid. Ang electro-cleaning ay gumagamit ng isang cathode at phosphoric acid upang pumasa sa isang kasalukuyang papunta sa ibabaw ng hindi kinakalawang na asero. Ang parehong proseso ay mabisang na-de-scale ang ibabaw. Ang de-scale na metal ay natapos na may isang banayad na presyon ng tubig, na nag-iiwan ng isang maliwanag, makintab na tapusin.
Pagpuputol
Ang hindi kinakalawang na asero ay pinutol sa isang tinukoy na hugis at sukat. Karamihan sa paggupit ay tapos na nang wala sa loob - ang hindi kinakalawang na asero ay maaaring maggupitan ng mga pabilog na kutsilyo, gabas na may mga blades na may bilis, o blangko ng mga suntok. Minsan ginagamit ang mga alternatibong pamamaraan tulad ng apoy, plasma, at paggupit ng waterjet.

Tinatapos na
Ang mga hindi kinakalawang na asero ay maaaring gawin gamit ang iba't ibang mga ibabaw na natapos. Ang napiling pagwawakas sa ibabaw ay hindi puro Aesthetic - ang ilang mga pagtatapos ay gumagawa ng hindi kinakalawang na asero na mas lumalaban sa kaagnasan, madaling linisin, o mas madaling gamitin sa pagmamanupaktura. Ang uri ng tapusin ay natutukoy ng inilaan na application.
Ang mga natapos sa ibabaw ay ang pinagsamang resulta ng mga proseso ng katha at pagtatapos ng pamamaraan. Ang mainit na pagliligid, pagsusubo, at pag-de-scale ay gumagawa ng isang mapurol na tapusin. Ang mainit na pagliligid ay sinusundan ng malamig na pagliligid sa mga bunsod ng buli na gumagawa ng isang maliwanag na tapusin, habang ang isang kumbinasyon ng malamig na pagliligid, pagsusubo, at buffing na may isang mahusay na ibabaw ay lumilikha ng isang sumasalamin na ibabaw.
Ang isang hanay ng paggiling, buli, buffing, at sandblasting na kagamitan ay ginagamit sa pagtatapos ng mga hindi kinakalawang na asero na ibabaw.
Nagtatrabaho ng Hardening
Ang pagtatrabaho ng hardening ay ang proseso ng pagpapatibay ng materyal sa pamamagitan ng pagpapapangit. Ang mga hindi kinakalawang na asero ay tumigas nang mabilis sa pangkalahatan, na may eksaktong rate na tinutukoy ng tiyak na marka. Ang mga steels ng Austenitiko ay mas lalong nagpapatigas sa iba pang mga marka.
Kalidad na Pagkontrol at Pag-iinspeksyon
Mayroong mga in-proseso na kontrol sa buong paggawa at paggawa ng mga hindi kinakalawang na asero, ngunit hindi ito sapat upang matugunan ang mga pamantayan sa kalidad ng internasyonal. Bago maipadala, ang bawat pangkat ng hindi kinakalawang na asero ay dapat sumailalim sa pagsusuri ng kemikal at mekanikal upang matiyak na natutugunan nito ang nais na mga pagtutukoy.
Sinusukat ng mekanikal na pagsusuri ang kakayahang pisikal ng isang hindi kinakalawang na asero upang mapaglabanan ang mga pag-load, stress, at epekto. Kasama sa mga pagsusuri sa mekanikal ang mga pagsubok na makunat, Brinell, at tigas na inilarawan sa itaas sa mga katangiang mekanikal.
Suriin ng mga pagsusuri sa kemikal ang eksaktong kimika ng isang sample bago patunayan ang marka ng hindi kinakalawang na asero. Ang mga pagsusuri sa kemikal ay karaniwang isinasagawa ng di-nakakasirang pagsusuri ng spectrochemical.
Ang paglaban sa kaagnasan ay partikular na kahalagahan para sa mga stainless steel. Sinusubukan at sinusukat ng mga bakal na bakal ang paglaban sa kaagnasan sa pagsubok ng spray ng asin - mas matagal ang bakal na hindi nababalian ng kaagnasan matapos na mailantad ang spray ng asin, mas mataas ang paglaban sa kaagnasan.
Paggawa
Ang mga stainless steel ay isang lubhang kapaki-pakinabang na materyal na ginamit upang makagawa ng isang malaking hanay ng mga produkto.
Karamihan sa hindi kinakalawang na asero ay ipinadala sa isang tagagawa, kung saan sumailalim ito sa karagdagang paghuhulma, paggamot sa init, pag-machining, at pag-welding upang makabuo ng isang partikular na produkto. Ang mga stainless steel ay madalas na ginagamit upang makabuo ng mga sangkap para sa industriya ng sasakyan, barko, sasakyang panghimpapawid, at industriya ng serbisyo sa pagkain, bukod sa marami pa.
Oras ng pag-post: Sep-23-2021